
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
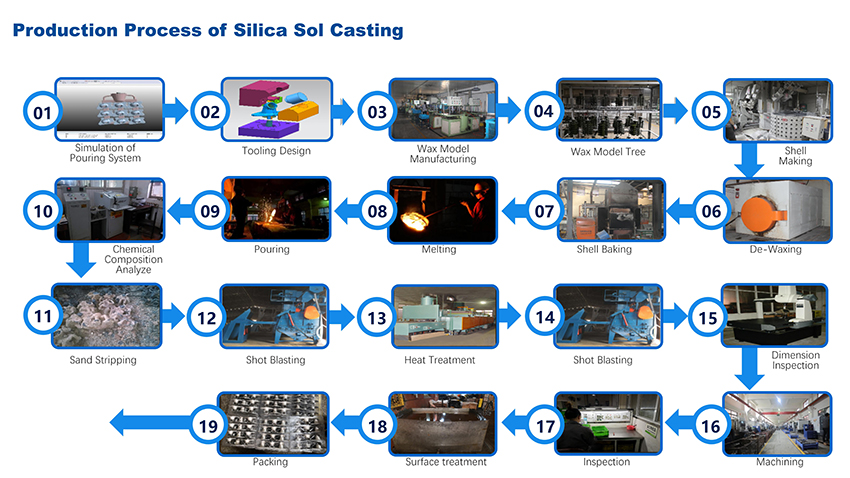
Silika sol hassas dökümün işlem adımları
Operasyon sürecisilika sol hassas dökümşu şekilde tanıtılmaktadır:
1. Ekipmanın ve sıcaklık kontrol cihazlarının normal çalışıp çalışmadığını kontrol edin.
2. Mum alma kazanından elde edilen eski mum sıvısını filtre tankına ve filtreye dökün; daha sonra ayakta duran kova 1'e gönderin ve 90°C'nin altındaki sıcaklıkta 6-8 saat bekletin.
3. Durdurup çöken suyu boşalttıktan sonra mum sıvısını su boşaltma kovasına dökün.
4. Balmumu sıvısını kovaya çıkarın, 110-120°C'de sıcak tutun ve balmumu sıvısının yüzeyinde köpük kalmayana kadar kalan suyu buharlaştıracak şekilde karıştırın.
5. Balmumu sıvısını, suyu <60 gözenekli bir ağdan çıkardıktan sonra filtreleyin, ardından <90°C'lik statik bir varil II'ye koyun ve 12 saatten fazla sıcak tutun.
6. Her su boşaltma kovasının ve dikili kovanın tabanında kalan su ve kir düzenli olarak boşaltılmalıdır.
7. Statik varil II'de işlenen geri dönüştürülmüş mum sıvısını, ana ürün tüpü (yolcu) olarak kullanılacak malzeme tüpü mum presleme makinesinin izolasyon tamburuna gönderin.
8. Eski balmumu malzemesinin performansına ve balmumu tüketim durumuna göre, yüksek kaliteli demiryolu dökümleri için zaman zaman statik varil II'ye, genellikle% 3 -% 5 civarında yeni balmumu eklenir.
Silika sol hassas dökümün boyutu çok büyük değildir ve hassasiyet gereksinimleri de çok yüksek değildir. Ancak kullanım sırasında alüminyum çerçeveli kalay-bizmut kalıp olarak kullanılabilir ve bu kalıbın ağırlığı nispeten ağırdır. Temel nedeni bizmut içermesidir. .
Silika sol hassas döküm karmaşık kalıp imalat süresi kısalır, üretim maliyetlerinde belli oranda tasarruf sağlanır. Karmaşık ince duvarlı dökümler için, ürün kasasının nefes alabilirliğini etkili bir şekilde artırmak amacıyla mümkün olan yerlerde havalandırma delikleri kurulabilir.
Silika sol döküm işlemiDökme havasının belirli bir dereceye kadar sürüklenmesini etkili bir şekilde önleyebilen, kalıp boşluğundaki havanın boşaltılmasına daha elverişli olan dökme sistemini makul bir şekilde ayarlayabilir. Dökme paketinin boyutunu en aza indirmek için üretim işlemi sırasında dökme sıcaklığı uygun şekilde arttırılabilir. Meme ile dökme kabı arasındaki mesafe.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası