
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Kabuk Kalıp Döküm Süreci
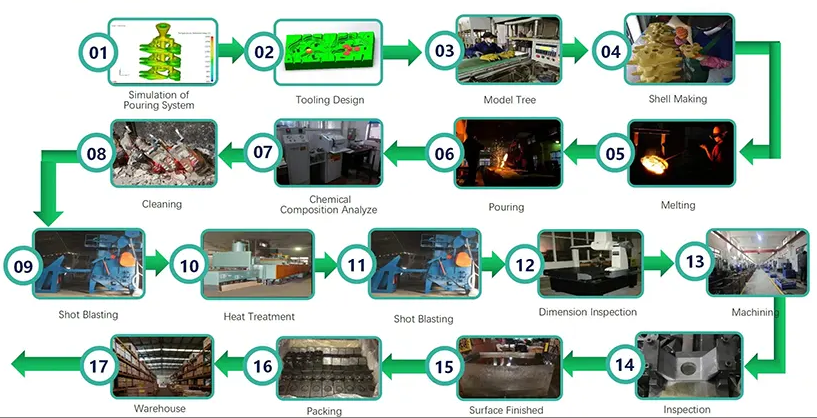
süreciKabuk Kalıp Dökümgenel olarak aşağıdaki adımları içerir:
Kalıp yapımı: İlk önce, gerekli dökümle tutarlı şekle sahip bir metal kalıp boşluğu yapın.
Ön ısıtma ve yağlama: Kalıp boşluğunu 175°C~370°C'ye önceden ısıtın ve sonraki kalıptan çıkarmayı kolaylaştırmak için yağlayıcı uygulayın.
Kum kaplama ve kürleme: Önceden ısıtılmış kalıp boşluğunu döküm kutusuna yerleştirin ve kum-reçine karışımını dökün. Karışım, ince bir kabuk oluşturmak üzere kalıp boşluğunun yüzeyinde kısmen katılaşır. Daha sonra ince kabuğun tamamen katılaşması için cihazın tamamı bir fırına yerleştirilir.
Kalıptan çıkarma ve montaj: Katılaşmış ince kabuğu kalıp boşluğundan çıkarın ve gerektiği gibi tam bir kalıp halinde birleştirin.
Dökme ve soğutma: Erimiş metali kalıba dökün ve metal soğuyup katılaştıktan sonra dökümü çıkarmak için kalıbı açın.
Temizleme ve işlem sonrası: Dökümü temizleyin ve kapağın çıkarılması ve taşlama gibi gerekli işlem sonrası işlemleri gerçekleştirin.
Uygulama alanı
Kabuk Kalıp DökümYüksek hassasiyeti ve düşük maliyeti nedeniyle çeşitli mekanik imalat alanlarında yaygın olarak kullanılmaktadır. Özellikle motor blokları, silindir kafaları, dişli kutusu parçaları vb. gibi yüksek hassasiyet ve karmaşık şekiller gerektiren dökümlerde Shell Mold Casting büyük avantajlar göstermektedir.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası